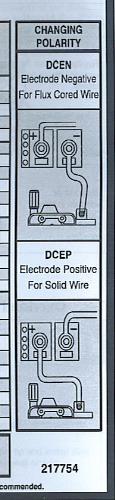
I have welded MIG a lot with machines that were already setup , and only had to change the spool of wire and the bottle , but I bought my first Lincoln Mig Welder that burns shielded and unshielded and I am in the process of setting it up for aluminum , the manuel , the web site and the disc that came along with it all leave me guessing which way to set the polarity for either type of welding as it states the machine is shipped in one configuation but appears to be in the other, I am thinking flux core (unshielded) work clamp is attached to the negative (-) and gu to positive (+) , and vice versa for the shielded process for aluminum , Any MIG'ers out there
Mig Welding
- Thread starter Fishfiles
- Start date