


Alex_SKS
Member
Hello everyone,
I’m troubleshooting a drive issue on an old Bobcat 825. This is my first time working with a hydrostatic drive system, so I’m learning as I go and trying to diagnose it correctly.
Problem description:
The right side drive moves under very light load, but as the load increases, it suddenly loses drive.
Even under light load, the right side produces a very loud whining / cavitation-like noise, loud enough to be uncomfortable. When the right side loses drive, this noise almost disappears.
If I keep the drive lever engaged after the loss of drive and wait longer, a different sound appears — a strange noise that resembles light metallic knocking or contact, which is concerning.
There is one more behavior that concerns me.
When the right side loses drive under load, if I keep the drive lever engaged for a few seconds (around 5 seconds), the machine sometimes starts to jerk or hop violently, almost like it is oscillating.
What feels especially unsafe is that releasing the drive levers does not immediately stop this behavior. In those cases, I have to shut the engine off to make it stop.
After restarting the engine, with the levers released, everything behaves normally again.
I’m not sure if this points to a control issue, pressure instability, or severe internal leakage, but I wanted to mention it as it seems relevant.
The left side works normally and does not show these symptoms.
I have studied the service manual, installed pressure gauges, and started measuring suction and charge pressures. I’ll post the measured pressure values and photos in the replies below.
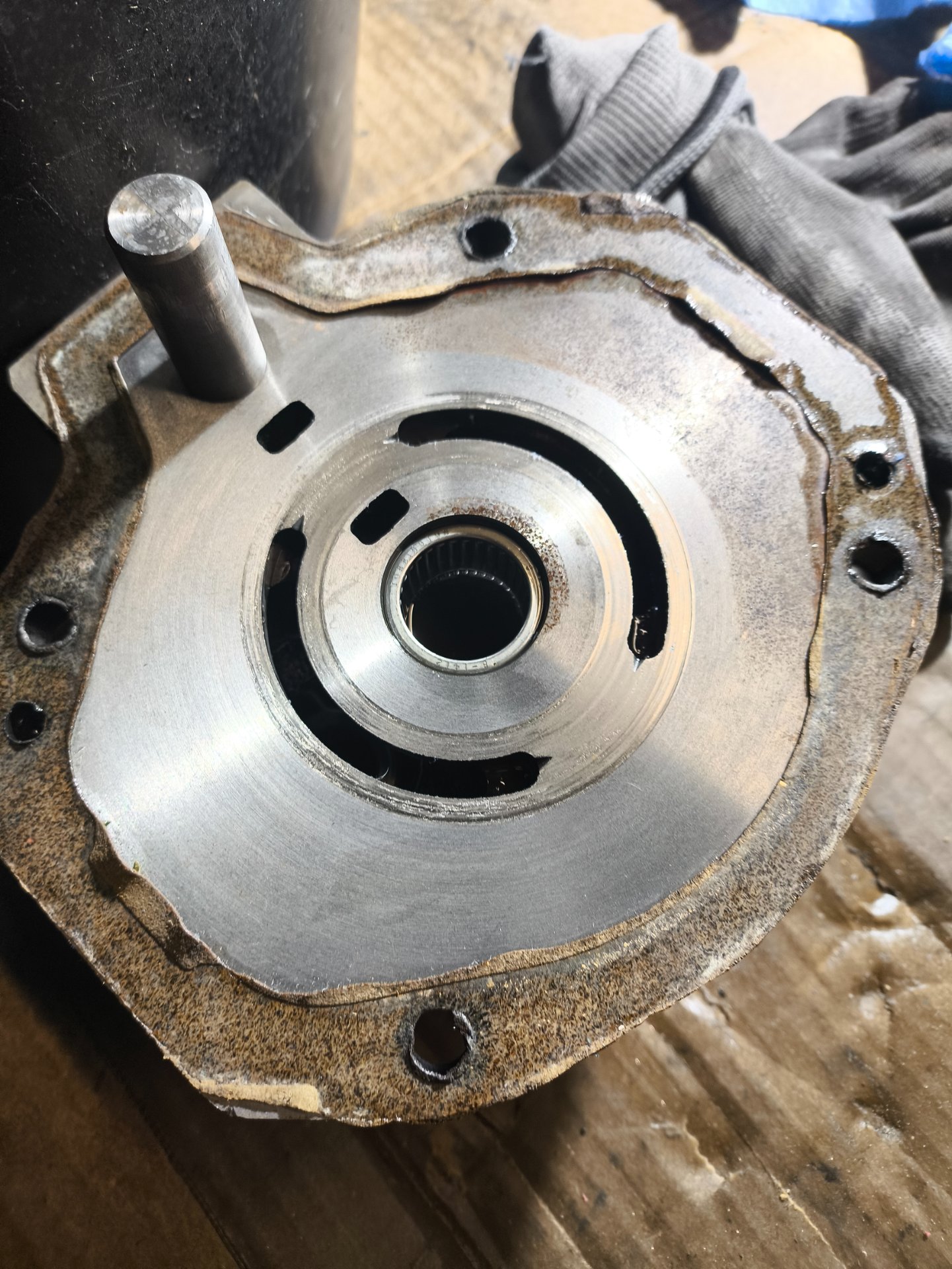
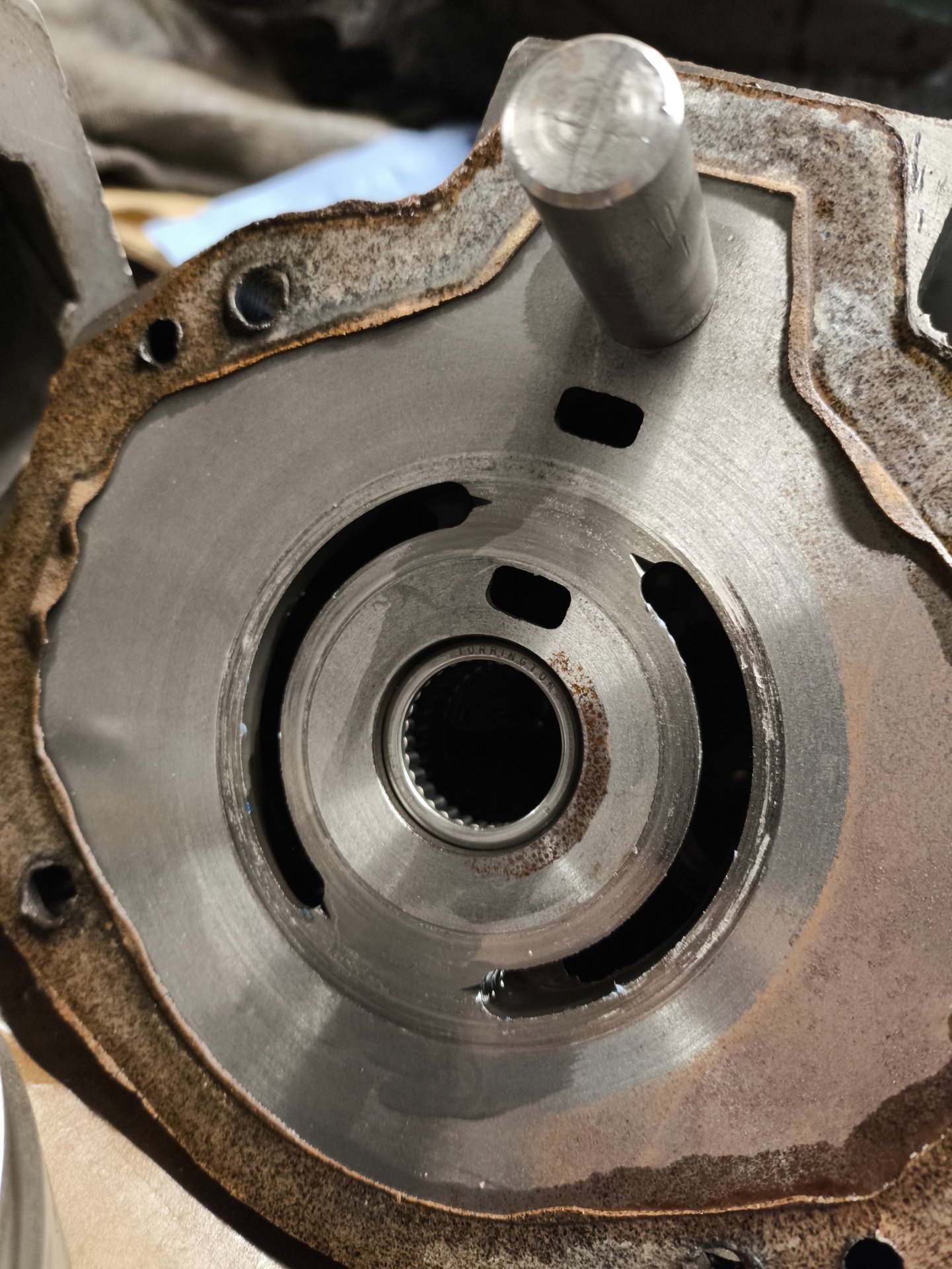
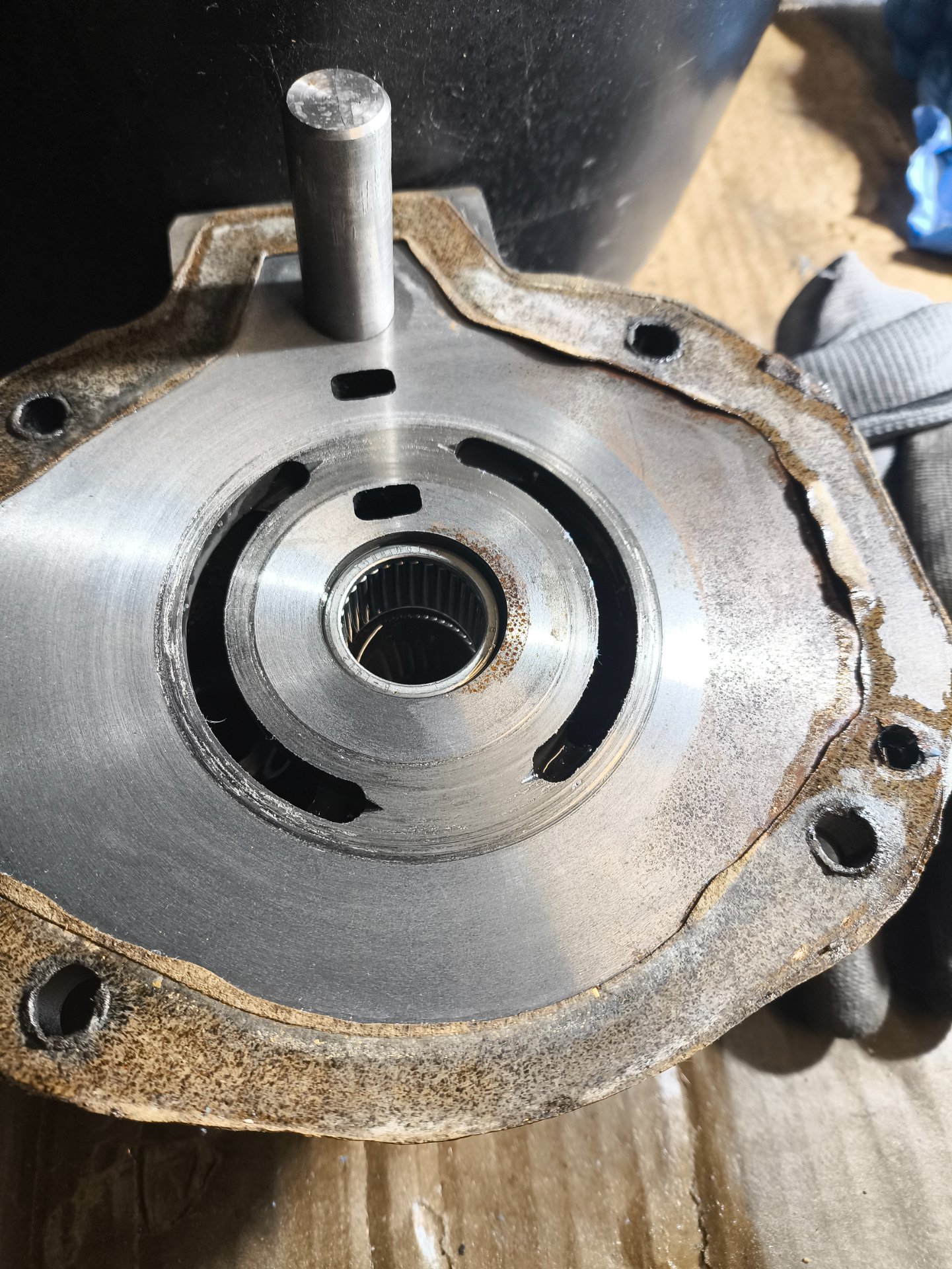
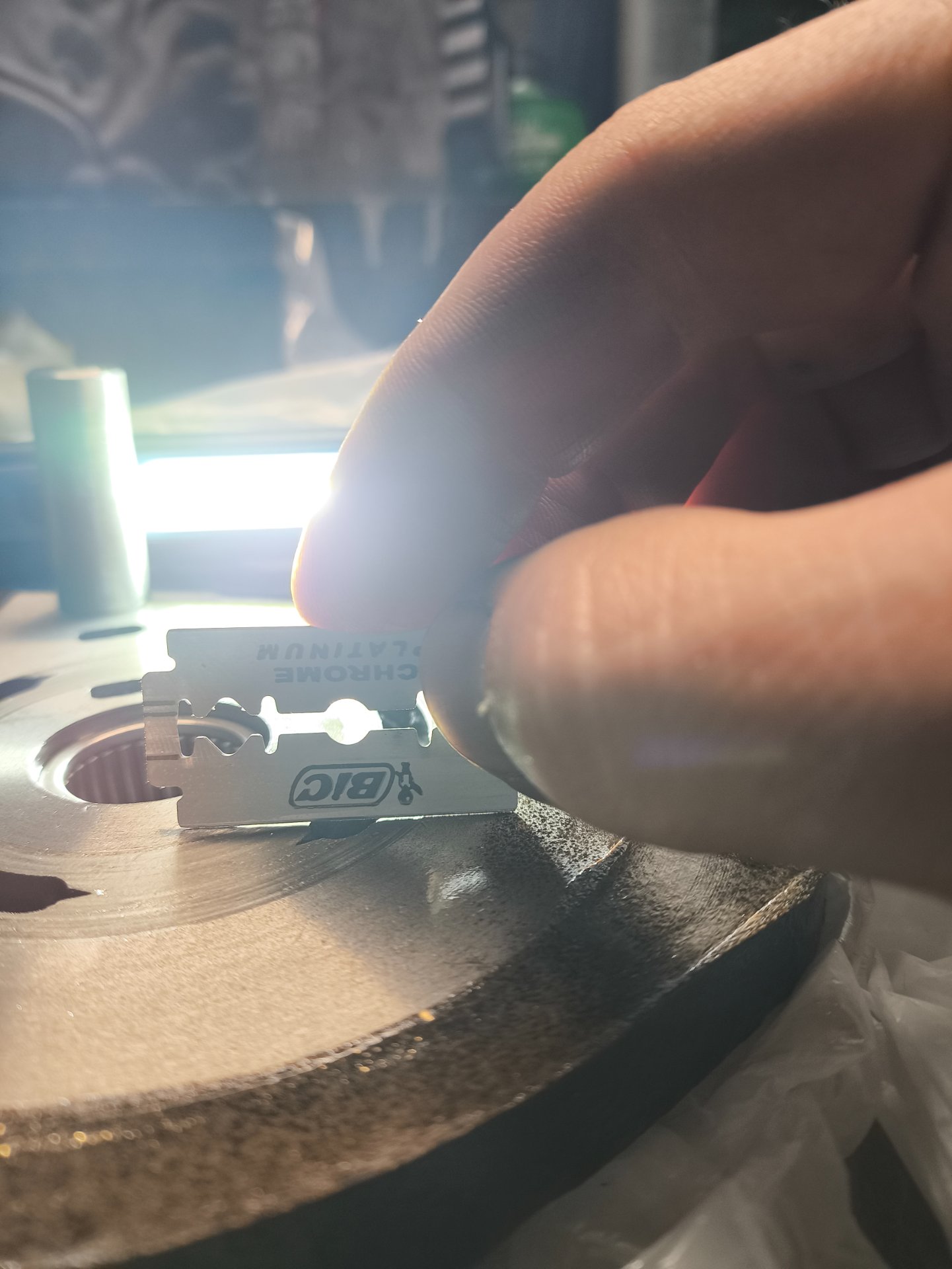
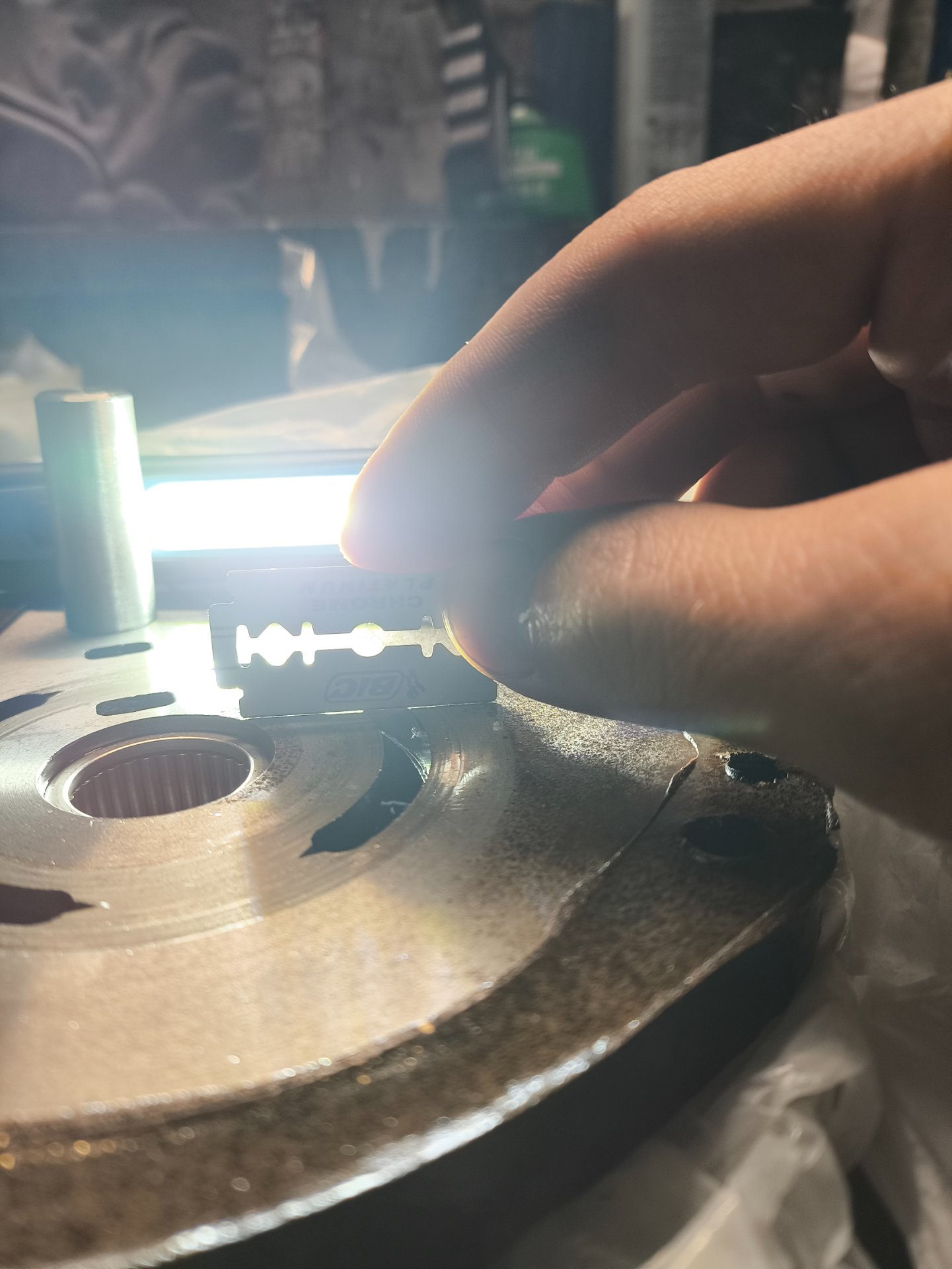
I have also removed and disassembled the right drive motor and would appreciate advice on evaluating internal wear.
I’ll add more details and photos in the replies below to keep things organized.
Thanks in advance for any guidance.


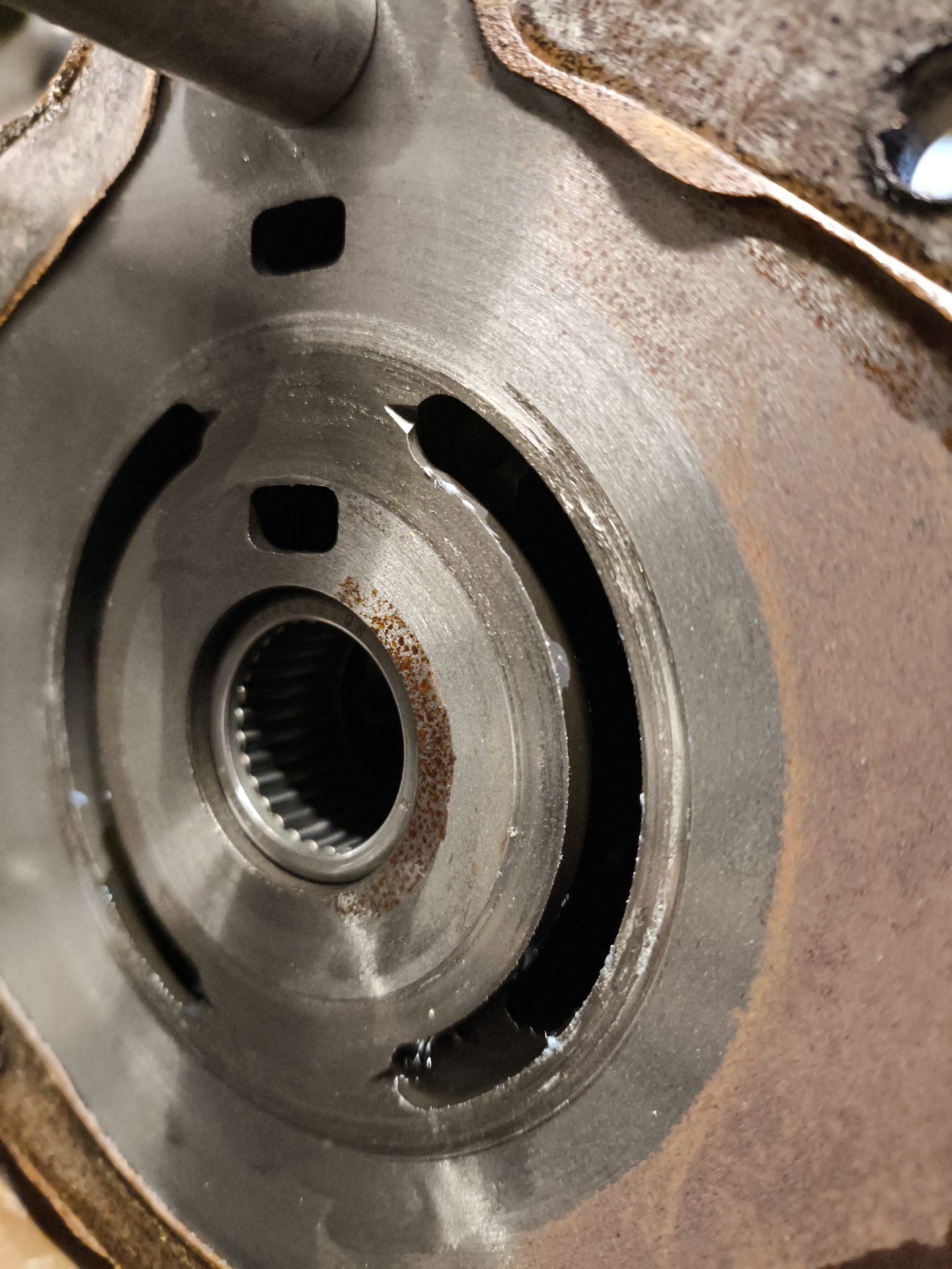
I also suspect possible water contamination in the hydraulic oil.
I can’t say how much water is present, but the oil color does not look healthy.
I’m troubleshooting a drive issue on an old Bobcat 825. This is my first time working with a hydrostatic drive system, so I’m learning as I go and trying to diagnose it correctly.
Problem description:
The right side drive moves under very light load, but as the load increases, it suddenly loses drive.
Even under light load, the right side produces a very loud whining / cavitation-like noise, loud enough to be uncomfortable. When the right side loses drive, this noise almost disappears.
If I keep the drive lever engaged after the loss of drive and wait longer, a different sound appears — a strange noise that resembles light metallic knocking or contact, which is concerning.
There is one more behavior that concerns me.
When the right side loses drive under load, if I keep the drive lever engaged for a few seconds (around 5 seconds), the machine sometimes starts to jerk or hop violently, almost like it is oscillating.
What feels especially unsafe is that releasing the drive levers does not immediately stop this behavior. In those cases, I have to shut the engine off to make it stop.
After restarting the engine, with the levers released, everything behaves normally again.
I’m not sure if this points to a control issue, pressure instability, or severe internal leakage, but I wanted to mention it as it seems relevant.
The left side works normally and does not show these symptoms.
I have studied the service manual, installed pressure gauges, and started measuring suction and charge pressures. I’ll post the measured pressure values and photos in the replies below.
I have also removed and disassembled the right drive motor and would appreciate advice on evaluating internal wear.
I’ll add more details and photos in the replies below to keep things organized.
Thanks in advance for any guidance.
I also suspect possible water contamination in the hydraulic oil.
I can’t say how much water is present, but the oil color does not look healthy.
Last edited:



















![Pampers Sensitive Baby Wipes, Clinically Proven, Fragrance Free, Unscented, Water Based, Hypoallergenic, Multi-Use, Hand Wipes 336 Wipes Total (6X Flip-Top Packs) [Packaging May Vary]](https://m.media-amazon.com/images/I/41KLBHu9CAL._SL500_.jpg)


















.jpg")










