peebeeaitch
Well-known member
- Joined
- Dec 3, 2012
- Messages
- 115
2014-09-06
So today I went out to try and start the little machine that had been "stored" under the tree for a couple of months because I could not get it to start, again. Again it did not start.
I decided to re-engine the machine.
I know that most opinion on this forum is to leave the motor stock and rebuild, but I really don't have the interest, skill, time, or frankly money to do this. I have read of rebuilds of the Wisconsin VH4D costing in the region of $2500, which seems extreme.
I originally considered a diesel from a reefer, and various other sources, but had the brain-wave of looking for some gas (petrol) powered job.
This turned out to be the snag. The Wisconsin outputs 28 HP and 66 ft-lbs of torque. Finding a 28 HP horizontal output shaft air cooled after market engine is easy, but luckily I thought of the torque. The 28 HP motors out there (usually V Twins) put out much less torque (like in the 40's or 50's). I read somewhere that the way one decides if one needs power or torque is to ask if it is measured in time - low time=more HP (kW), no time, but ability, means torque. Thinking about turning the pumps, it is not so much the speed of turning as the ability to turn them. So I started the search for a V Twin that could generate the required torque.
24.5 million websites later I found the Briggs and Stratton Vanguard 35 HP, horizontal output shaft, V Twin with 62 ft-lbs of torque. I am a metric person so ft-lbs means as much to me as banana-furlongs. But I reckoned that the 6 ft-lbs lost would be made up by the fact that the motor was 30 years newer.
I have had really bad experiences with B&S in my former home country and was very reluctant to buy one - perhaps the scrap is exported. I have had great experiences with Robin, though they do not make an engine of this size that I could find. A couple of websites later I was convinced to try the B&S as the Vanguard series is apparently made in Japan in the Daihatsu factory which is 40% owned by Toyota - all good.
I tried one site that had very low prices, but requesting help on selecting the one of 15 models of engine helped nothing.
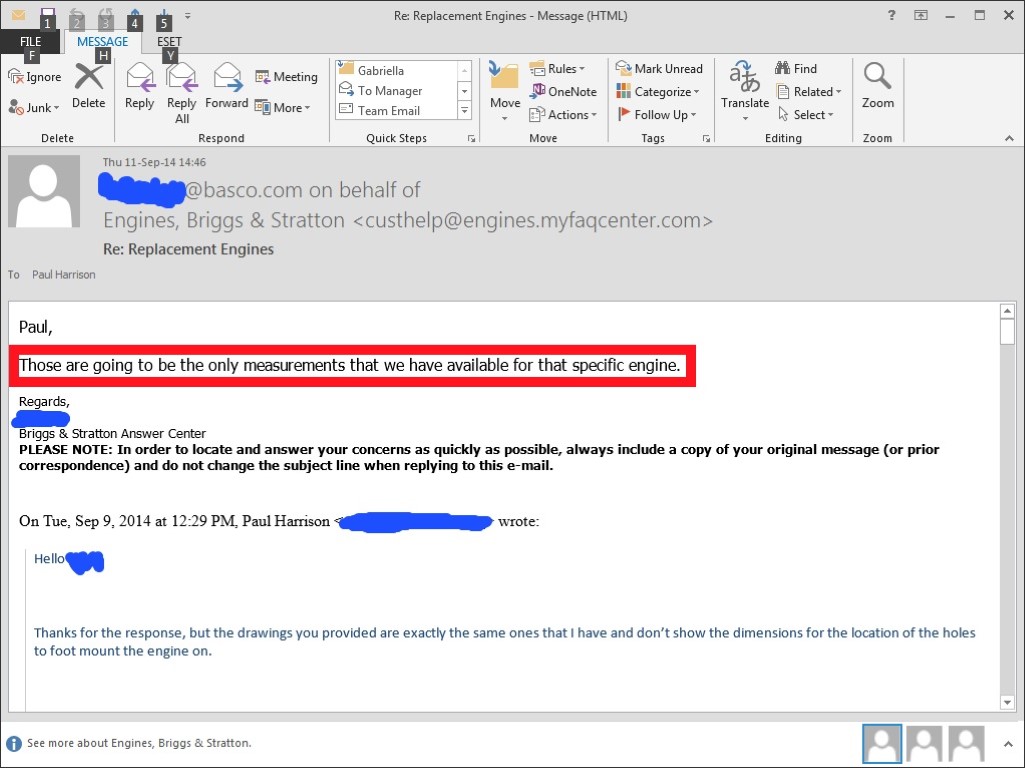
I contacted Briggs online help to ask what the engine codes meant but was told that it was a "parts list" thing. It appears B&S make 100000 different engines, all with some minor mod, that creates a new part number. Trying to find out what engine would work seemed almost insane.
Another site popped up in my search (SmallEngineWarehouse) and which has absolutely incredible photos of the engines. This helped narrow down the options. Anyway, suffice it to say that 10 hours later I purchased a 613477-2141-G1. This has a key-switch, choke and throttle on the body.
Please also do not take the trouble to phone the company I purchased the motor from and ask anything about the motor, especially when you start the call with "I am trying to repower a Bobcat". Every question was answered with the standard "Well, I can't say if it will work or won't work because you are putting it into a machine for which it was not intended". Even questions like "Can I remove the choke on the cover and replace it with a cable" were met with the same liability exclusion.
They shipped the motor to me in two days (!!!) and when it arrived I was relieved to see the "Made in Japan" on the cardboard!

This is the exhaust (muffler) I also bought, ready for modification:

So today I went out to try and start the little machine that had been "stored" under the tree for a couple of months because I could not get it to start, again. Again it did not start.
I decided to re-engine the machine.
I know that most opinion on this forum is to leave the motor stock and rebuild, but I really don't have the interest, skill, time, or frankly money to do this. I have read of rebuilds of the Wisconsin VH4D costing in the region of $2500, which seems extreme.
I originally considered a diesel from a reefer, and various other sources, but had the brain-wave of looking for some gas (petrol) powered job.
This turned out to be the snag. The Wisconsin outputs 28 HP and 66 ft-lbs of torque. Finding a 28 HP horizontal output shaft air cooled after market engine is easy, but luckily I thought of the torque. The 28 HP motors out there (usually V Twins) put out much less torque (like in the 40's or 50's). I read somewhere that the way one decides if one needs power or torque is to ask if it is measured in time - low time=more HP (kW), no time, but ability, means torque. Thinking about turning the pumps, it is not so much the speed of turning as the ability to turn them. So I started the search for a V Twin that could generate the required torque.
24.5 million websites later I found the Briggs and Stratton Vanguard 35 HP, horizontal output shaft, V Twin with 62 ft-lbs of torque. I am a metric person so ft-lbs means as much to me as banana-furlongs. But I reckoned that the 6 ft-lbs lost would be made up by the fact that the motor was 30 years newer.
I have had really bad experiences with B&S in my former home country and was very reluctant to buy one - perhaps the scrap is exported. I have had great experiences with Robin, though they do not make an engine of this size that I could find. A couple of websites later I was convinced to try the B&S as the Vanguard series is apparently made in Japan in the Daihatsu factory which is 40% owned by Toyota - all good.
I tried one site that had very low prices, but requesting help on selecting the one of 15 models of engine helped nothing.
I contacted Briggs online help to ask what the engine codes meant but was told that it was a "parts list" thing. It appears B&S make 100000 different engines, all with some minor mod, that creates a new part number. Trying to find out what engine would work seemed almost insane.
Another site popped up in my search (SmallEngineWarehouse) and which has absolutely incredible photos of the engines. This helped narrow down the options. Anyway, suffice it to say that 10 hours later I purchased a 613477-2141-G1. This has a key-switch, choke and throttle on the body.
Please also do not take the trouble to phone the company I purchased the motor from and ask anything about the motor, especially when you start the call with "I am trying to repower a Bobcat". Every question was answered with the standard "Well, I can't say if it will work or won't work because you are putting it into a machine for which it was not intended". Even questions like "Can I remove the choke on the cover and replace it with a cable" were met with the same liability exclusion.
They shipped the motor to me in two days (!!!) and when it arrived I was relieved to see the "Made in Japan" on the cardboard!
This is the exhaust (muffler) I also bought, ready for modification:



")